Mandrel Extractor
Ratio Made Inc.
Challenge:
Small diameter composite tubes require significant force to demold from the mandrel once cured.
Existing mandrel extractors are costly and require the use of custom machined mandrels.
Methods:
Used design matrix to narrow concepts to cam-locking carriage on a long beam.
Preformed hand calculations for locking plate angle given beam size and load offset.
Detailed design of all assembly components in SolidWorks, including drawings for manufacture.
Fabrication processes used: wire EDM, laser cut, heat treat, welding, milling, 3D printing.
Measured demolding force with custom-built load cell jig to select pneumatic cylinder for upgrade.
Results:
Novel mandrel extractor designed and delivered ahead of schedule and at half the cost of existing versions.
Allowed for use of off-the-shelf linear motion shafts as mandrels for layup, saving critical lead time and overhead on new prototypes.
Production task time for demolding reduced by >70% compared to previous methods.
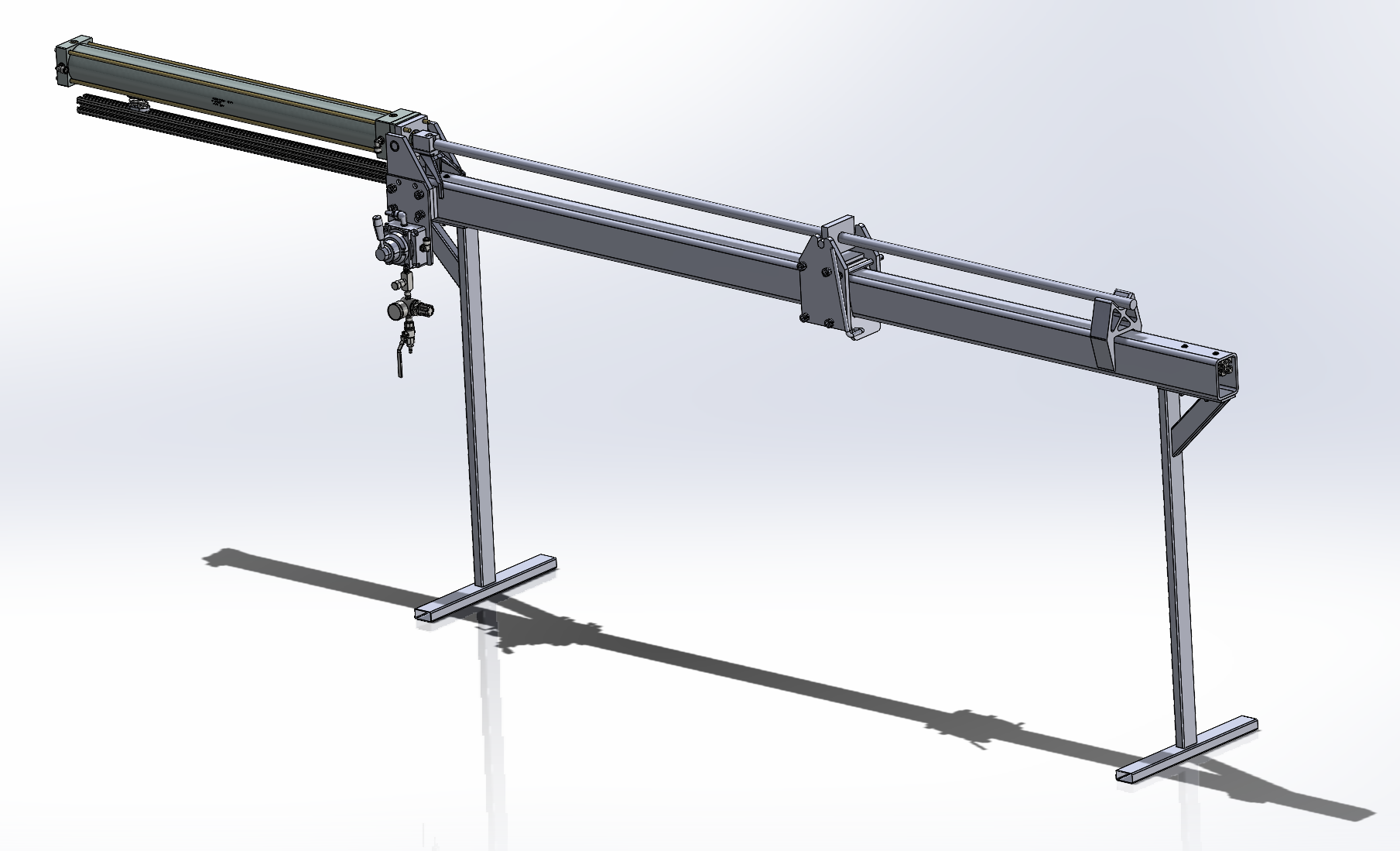
Final SolidWorks assembly - 89 parts
V1: Hydraulic
For operator safety and greater demolding force.
(Tool prep not yet optimized → variable demolding force.)

Trunnion mounted hydraulic cylinder with link for fast loading of mandrels with 5/16" SHCS

Infinitely adjustable cam-locking carriage with pivoting heat-treated A2 steel die

Full hydraulic version, capable of applying >2,000 lbs. demolding force
V2: Pneumatic Upgrade
Determined 450 lbf necessary for demolding.
Spec’d 3.25” x 36” pneumatic cylinder with 110 psi shop air.
Faster, quieter, more efficient.